HEPAフィルタの点検について
無菌医薬品であるPET薬剤を取扱う際には、塵埃や菌の混入を防ぎ無菌性を担保した環境下でなければなりません。そのためには適切に作業環境の清浄度レベルを維持することはもちろん、クリーンブース、クリーンベンチ、安全キャビネット(バイオハザード対策用キャビネット)といった無菌操作装置も使用します。また安全キャビネットは作業内部の空気が外部に出ないように設計されているので、放射性物質や病原体などの危険物質から作業者の安全を確保するためにも用いられます。このように清浄度レベルを維持し、無菌性や安全性を確保して作業するためには空調システムの管理が必要になります。空調システムの管理項目として温湿度、風量、換気回数、気流方向、室間差圧、HEPAフィルタ完全性、浮遊微粒子数、浮遊微生物数等が含まれます。
今回はHEPAフィルタ完全性について紹介します。まずHEPAフィルタとは定格風量で粒径0.3µm以上の粒子に対する捕集効率が99.97%以上となるように設計された高性能フィルタのことです。循環した空気がこのフィルタを通過することにより、空気中の塵埃が捕集され、作業側には清浄な空気が供給されます。基本的にHEPAフィルタは据付け時及び定期的にリーク試験を実施し、完全性を確認する必要があります。HEPAフィルタのリーク試験方法及び頻度については設置環境や使用目的に応じて適切に定める必要がありますが、最低でも1年に1回は点検しなければなりません。実際にHEPAフィルタの使用前後を比較すると図1で示すように明らかな差が見受けられます。

図1.使用前後のHEPAフィルタの比較
(左のフィルタはグレードCのエリアで3年ほど使用したもの)
では、リーク試験をどのように実施するのか、大まかな流れを以下に示します。
1.HEPAフィルタの上流側にパーティクルカウンタで測定しながら
エアロゾル※1を粒径0.3µmの粒子数が1.0×106個/cf以上になるように供給する。
↓
2.下流側で同様にパーティクルカウンタを用いて測定する(図2)
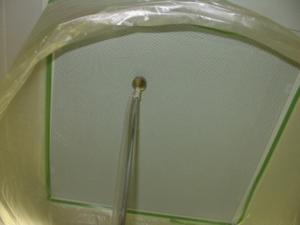
図2.HEPAフィルタリーク試験の下流側の測定の様子
↓
3.図3のようにパーティクルカウンタの検出管を矢印の流れに従って走査させる
(検出管はフィルタから約0.03m以内の距離及び0.08m/s以内の速度で走査させる)
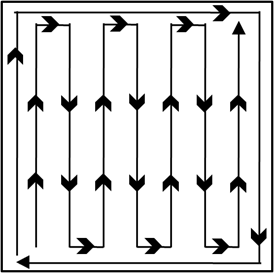
図3.HEPAフィルタのリーク試験走査方向
このような流れでリーク試験を実施した結果、2の段階で粒径0.3µm以上の粒子の捕集効率99.97%以上になることが確認され、3の段階で粒子の連続カウントされないことが確認できれば、HEPAフィルタ完全性のリーク試験は適合となります。HEPAフィルタの点検では、測定器の準備など手間と時間が掛かるので、専門業者に依頼すると良いでしょう。
※1 エアロゾルは主にPAO(ポリアルファオレフィン)が使用される。その他にはDOP(フタル酸ジオクチル)、セバシン酸ジポリエチレングリコール、鉱物油等が用いられるが、これらを使用する場合は、菌数が増加しないか確認してから使用するのが良い。
2016年掲載
<参考文献>
JIS K38002:009 バイオハザード対策用クラスIIキャビネット 日本規格協会(2009)
JIS B 9917-3:2009 クリーンルーム及び付属清浄環境―第3部:試験方法 日本規格協会(2009)
無菌操作法による無菌医薬品の製造に関する指針 厚生労働省(2012)p21-22
<最近の文献>
JIS K3800:2021バイオハザード対策用クラスIIキャビネット 日本規格協会(2021)
JIS B 9917-3:2009 クリーンルーム及び付属清浄環境―第3部:試験方法 日本規格協会(2018)